Background & Introduction
The API / ASME FFS is a standard practice document used in industries using pressure vessel, pressure piping and storage tankage, specifically, the hydrocarbon and chemical process industries; (i.e., HPI and CPI). However, unless other industries have their own practice documents, the ASME FFS - 1 document can be applied since its principles are universal. The underlying principles reside in engineering physics which are indifferent to service specifics. It should also be highlighted that since the principles contained in this standard underly equipment and piping Codes, preference should be given to using the short title of ASME FFS-1. The API, while producing standards that may be globally recognized and used in the aforementioned industries, the documents do not directly carry the force of law in North American jurisdictions and are not necessarily used in pressure equipment and piping systems.
Note that the FFS-1 document was not a trailblazer in the concept of evaluating equipment damaged in service. Many facility owners used in-house methods while international facilities used FFS approaches based on industry consensus well before North American HPI / CPI owners recognized the benefit of using these sophisticated approaches to maintain equipment that was "fit-for-purpose" but were not in strict compliance to their as-designed state. This latter feature could be essentially described as the deviation between service life from design life. The deviation could be positve; i.e., service life > design life or negative, i.e., service life < design life.
These deviations could be prompted by unexpected corrosion, cracking, mechanical damage, fire damage, etc. Unfortunately, where jurisdictions had strong regulators, these regulators did not consistently have the skills in the necessary engineering disciplines; e.g., strength of materials, fracture mechanics and metallurgy to evaluate a fit-for-purpose assessment. Hence, the regulator would not consider evaluations that were beyond the simplified Construction Codes (e.g., ASME VIII D1, ASME B31.3, API 650, etc.). This simplification is readily illustrated by the fact that engineers are not required to "design" equipment and piping according to a number of the more commonly used construction Codes for pressure equipment, piping and storage tankage even in regulatory jurisdictions.
Performing an ASME FFS -1 Fitness for Service
Many jurisdictions in North America routinely now accept FFS evaluations after intensive development by HPI owners in the 1990's.
The first edition of the Standard was issued in January 2000 and is currently in its 4th edition.
The Standard is, understandably, a very difficult read, not only due to its technical content but also its editing style which is
at the discretion of its contemporaneous contributors. However, the treatment of the various damage evaluations is uniformly structured and methodical,
proceeding from a Level I to Level II to Level III efforts with complexity increasing as the analysts migrates from Level I to Level III.
The major benefit of this is that it affords the User an almost recipe-like development of an analysis for Level I and Level II analyses.
More latitude is provided in Level III for the analyst to bring his skills to bear.
Unfortunately, much FFS work seen by this author reflects a cavalier attitude to the analysis.
A major requisite of an analysis is that it be fully tractable such that a 3rd party can replicate the analysis.
A primary contributor to not being able to replicate another party's efforts is the use of FEA / numerical analysis methods.
It seems every FEA analyst wants to use non-linear methods to test against limit criteria.
The lack of validation and inability to perform a hand estimate leaves a reviewer short on confidence in the "black box" i.e., FEA calculations.
Since the construction Codes are predicated on using the linear portion of stress - strain curve for the material of construction,
the priority should be on using linear methods until the linear methods are no longer viable.
Structure of an ASME FFS -1 Fitness for Service Report
Parts of this are discretionary; but ever report should follow a logical progression from start to end. Most report recipients want to know the "punch" line, not the details. Here then is the suggested management / technical gradient for the report:
• a title page
• revision control header
• a table of contents
• a nomenclature
• a short introduction to the facility / equipment and problem
• the conclusions of the evaluation
• the recommendations of the evaluation
• the criteria used in the evaluation
• detailed background / load cases
• the methodology; screening to Level I, Level II
• Level I, Level II, Level III analysis as required
• the references used in the work
• figures, tables and appendices to support the work
This structure may appear onerous but the evaluation of defective or flawed equipment requires a well structured approach;
the risk of being incorrect can carry a high penalty in terms of economic cost but, most importantly, in terms of safety of personnel whether in-plant or public.
The use of a structured report disciplines the analyst to drill through the details of the FFS procedures and
ensure s/he understands and demonstrates s/he understands the provisions.
This writer has seen too many reports that state the report was done to API 579 / ASME FFS, i.e., ( " the Standard " ) but the
actual work bears only cursory resemblance to the required analytical effort. Many analysts are just too eager to provide colored output from the FEA.
The Methodology of an ASME FFS -1 Fitness for Service Report
As indicated above, the Standard is written as a recipe book and in such a manner as to provide a well-guided roadmap for Level 1 and Level II analyses. Therefore, it is most useful to demonstrate the roadmap has been followed. It may seem tedious and redundant but it provides discipline, insight into and a check list for the evaluation. It demonstrates the analyst understands the methodology and also serves to check the work of other parties; inspectors usually perform a Level I analysis prior to it being passed onto the engineer or engineering specialist. It is not a means to burn project hours! Your boss may think so, but then, if s/he knew how to do the FFS evaluation, s/he wouldn't be thinking so.
An example of report methodology is provided with this link …
On Elastic - Plastic Analysis
The construction Codes are predicated on safe design which invariably means that stresses in most structures are
designed to remain well within the elastic response portion of the stress - strain curve for a specific material.
Embedded within these Codes is the notion that any plasticity is marginal, possibly being present, in discontinuities and stress concentrations.
Many analysts are conditioned from their undergraduate training to be wary of any structures which have been permanently deformed.
Hence, the failure to realize that structures, although plastically deformed, can still respond in a linear-elastic manner.
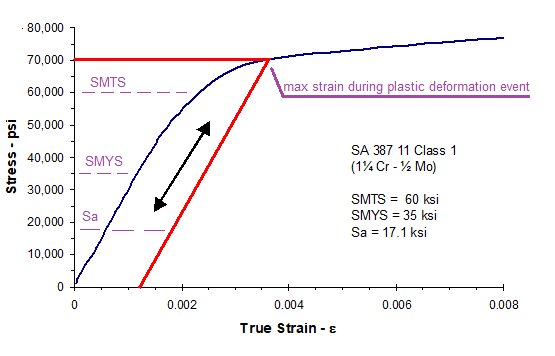
The accompanying figure illustrates the true stress - true strain response of SA 387 11 Class 1 material.
If the material were to be strained beyond yield, measured as approximately 55 ksi (note: SMYS = 35 ksi), the material response becomes non-linear.
If the material is further "stretched" to 70 ksi, approximately 0.004 strain, i.e., 0.4% or 4,000 με and then allowed to unload,
the material will unload elastically, parallel to the linearly loaded response curve, and intercept at a permanent strain of 0.0012 strain / 1,200 με
Reloading again, results in a linear response again; and, if the subsequent loads are held to the "normally" expected loads,
the component will operate in the elastic regime. The design stress is 17.1 ksi; so, if the normal pressure load is applied,
it may very well be that the deformed component will behave elastically. This is where the FEA analysis will give an insight into the stress level in the deformed portion of the component.
Figure 1 Plastic Deformation, Post-Yield Behaviour & True Stress - True Strain
|
|
A plastic deformation event causes the component to experience
maximum strain, 0.0035 or 3,500 με in the Figure. On unloading, the component will see reduced
stress, but not necessarily zero even though this is shown in the graph for conceptual reasons; there will be a
residual stress. However, on reloading with the normal operating load, the stress behaviour will be elastic due to
stress and strain concentrations occurring in and adjacent the deformed portions, but, which will not exceed the prior experienced maximum value unless further loading is applied. On yielding, the material work hardens to carry the new load; of course, Code construction does not
normally allow this type of design.
|
As long as the deformed geometry does not violate, going forward, the failure criteria of the design Code, the component may be operated indefinitely, for a limited period of time or within some safe operational window to be defined during iteration of the analysis.
Please feel free to contact the author with your critique or suggestions for adding value to our tutorial. When we have the oppportunity, we will illustrate this with a real example.
| | | |