Background & Introduction
High temperature hydrogen attack (HTHA) occurs from exposure to hydrogen at elevated temperatures and pressures. Hydrogen may permeate the pressure containment boundary and combine with carbides to form methane, CH4 which is unable to diffuse through the ferrous lattice. A methane buildup then occurs in micro-voids causing micro-fissures or form bubbles resulting in blistering, and further in macro-cracking as the micro-fissures link or from the wedging action at bubble periphery. The loss of carbon also weakens the steel matrix resulting in loss of tensile and yield strength.
To help designers and operators of hydrogen containing equipment, API Recommended Practices 571 and 941 have been published to describe the damage mechanism and provide design guidance; readers should consult these industry practice documents. A major design assistance is provided by the API 941 Nelson curves which describe the safe operating envelopes for various steel and low alloy steel groupings.
Welded, non-PWHT carbon steel is the bottom curve, followed by PWHT carbon steel, C-1/2 Mo, P12, P11, P22 and SS steels as the pressure and temperature severity increase. A catastrophic failure of an exchanger at Tesoro Refinery, Anacortes WA caused seven fatalities resulting in a recommendation by the US Chemical Safety and Hazard Investigation Board to eliminate the use of carbon and carbon - 1/2 Mo plate and piping materials in H2 environments.
HTHA Damage of a Large Diameter Piping Fitting
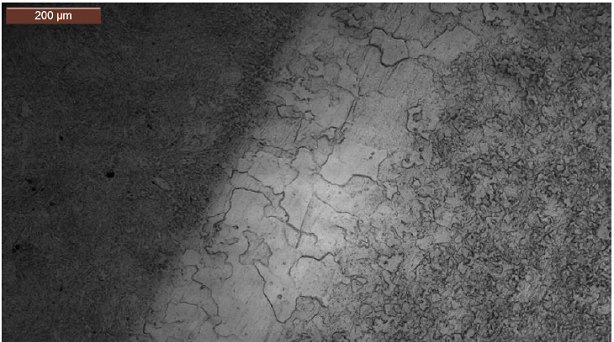
In Figure 1, grain enlargement and de-carburization is seen at the OD surface of a carbon steel fitting welded to P22 piping. Hardness readings indicate a 30% loss in metal strength sufficient to drop the material strength grade by 1 level and jeopardizing the strength design of the pressure boundary.
Figure 1 Replica of OD Surface
|
|
|
A serendipitous PMI check revealed installation of a carbon steel fitting in a P22 system. The replication shows grain growth and decarburization consistent with operation above the API 941 Nelson curve.
Operating conditions placed the fitting slightly below the Nelson P11 / P12 limit line with an expected incubation time of 300 hours; the fitting had been in service for more than 50,000 hours.
The incubation time is intended to provide guidance on safe operating times for carbon steel operation above its Nelson curve line. There is a large gap between expectation and actual performance.
|
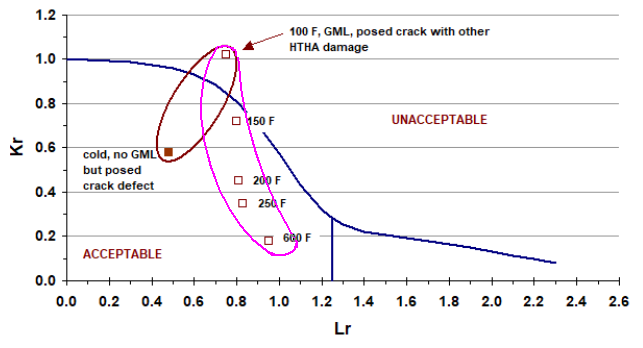
Figure 2 FAD of HTHA Damaged Fitting for Startup & Shutdown Transients
|
|
|
A number of advanced and routine NDE demonstrated that no incipient micro- or macro-cracking was evident. Hardness checks revealed a signficant loss in tensile strength while advanced NDE revealed indeterminate indications that were conservatively treated as crack-like flaws for purposes of Part 9 evaluation.
API 579-1 / ASME FFS-1, in its present edition, proved to be problematic for this assessment in advising that Charpy impact testing is not significantly affected by dissolved H2 while elsewhere indicating hydrogen charging, even without material damage, will typically lower the ductility and possibly the toughness of the material.
|
The FAD may be constructed on this "best-available data" basis. The available literature reports that hydrogen charging does impact toughness properties compared to non-charged properties of the material and quantifies the extent of toughness loss. For the case at hand, the current condition of the material showed that combined metal loss and potential HTHA damage places the system at risk only during startup and shutdown transients.
The situation can be ameliorated by controlled startup and shutdown temperature & pressure ramps ensuring that pressure increases lag temperature on startup and pressure decreases lead temperature reductions within permissible pressure / temperature windows.
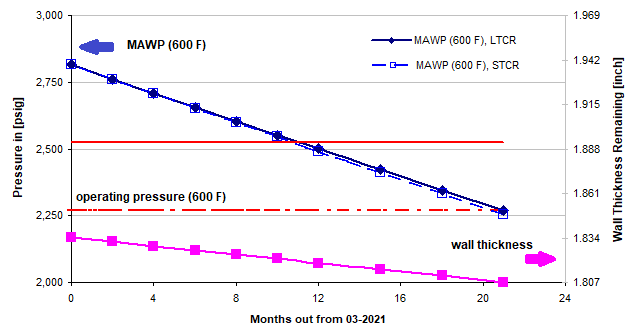
Figure 3 MAWP Rundown for Future Operation
|
|
|
The remaining life for the fitting required assessment of both on-going GML and HTHA damage. This is summed up in Figure 3. The synergistic effects of on-going metal loss, reduction in both ductile strength and fracture strength needed to be assessed. A predicted life of 21 months was determined.
Given the lack of data in the industry, some of which suggests the fitting was well above its Nelson curve limit and should have failed within a few months of operation, the remaining life of 21 months needs to be risk assessed and a rational monitoring scheme implemented.
|
An accompanying problem is that many facilities do not have adequate equipment records to adequately perform FFS assessments; typically, equipment purchase records, maintenance records and long-term operational records are missing. In that case, judgment, along with a sensitivity analysis and well attended risk assessment are necessary.
If you are interested in these actual applications, contact us for more details.
Please feel free to contact the author with your critique or suggestions for adding value to our tech briefs.
| | | | | | | | | |